Blog
Blogartikel
Wenn Standard-Elastomere versagen: FKM für Hochtemperaturanwendungen
Extreme Temperaturen gehören zu den größten Herausforderungen in der Konstruktion und Materialauswahl. Besonders in industriellen Prozessen, bei denen thermische Belastungen gezielt eingesetzt werden, müssen alle eingesetzten Komponenten zuverlässig funktionieren – auch unter Grenzbedingungen. Ein typisches Beispiel dafür ist das Reflow-Löten in der Elektronikfertigung. Hier zeigt sich, wie entscheidend die richtige Werkstoffwahl für die Prozesssicherheit ist.
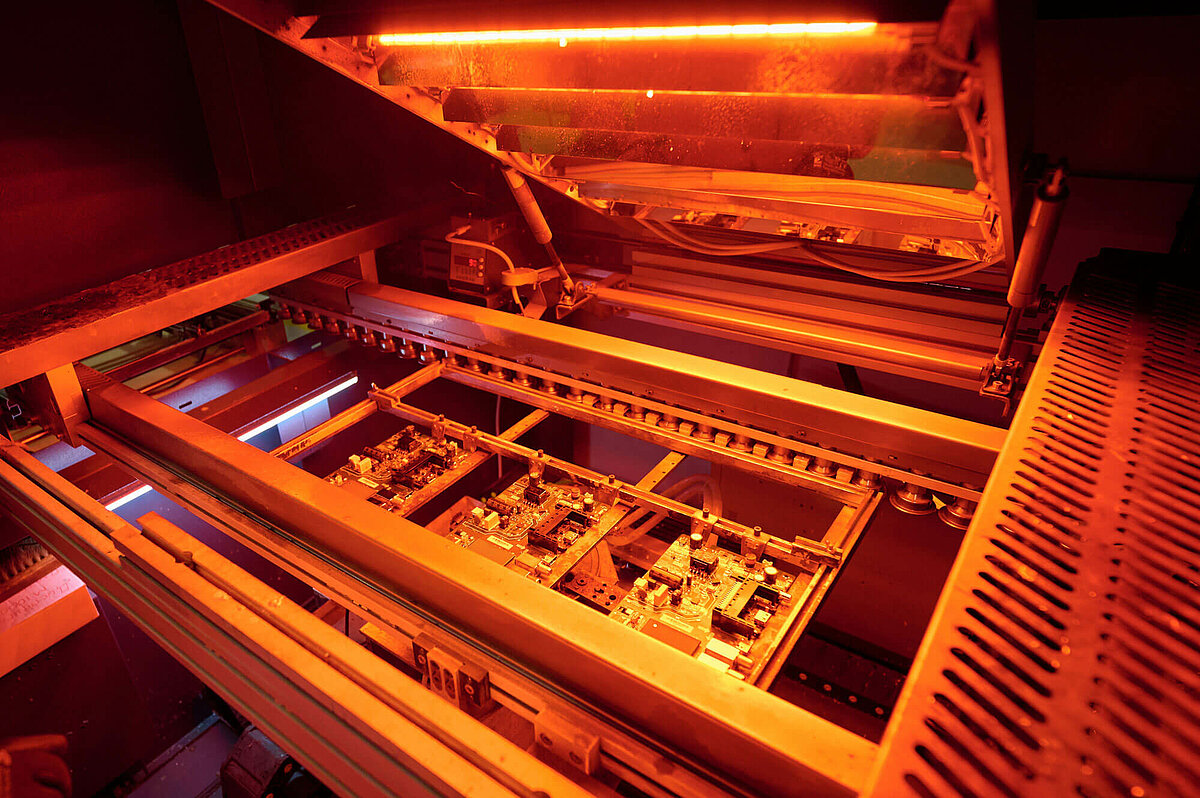
Beim Reflow-Löten handelt es sich um ein etabliertes Verfahren zur Verbindung elektronischer Bauteile mit Leiterplatten. Im Gegensatz zum klassischen Löten mit dem Lötkolben wird die komplette, bereits bestückte Platine mit aufgetragener Lötpaste durch einen Ofen geführt. Dort wird das Lot gezielt aufgeschmolzen, sodass elektrische und mechanische Verbindungen gleichzeitig entstehen. Dieses Verfahren ist insbesondere bei sehr kleinen und dicht gepackten Bauteilen unverzichtbar, da manuell kaum noch präzise gearbeitet werden kann.
Die Herausforderung liegt in der thermischen Belastung: Während des Prozesses werden Temperaturen von bis zu 250 °C erreicht. Diese wirken zwar nur kurzzeitig, stellen aber enorme Anforderungen an alle Materialien, die sich bereits auf der Baugruppe befinden – einschließlich Dichtungen. Genau hier kommt Fluorkautschuk (FKM) ins Spiel.
FKM gehört zu den Hochleistungs-Elastomeren und zeichnet sich durch eine außergewöhnliche Temperaturbeständigkeit aus. Während viele klassische Elastomere bei Temperaturen über 150 °C schnell ihre Eigenschaften verlieren, bleibt FKM auch bei deutlich höheren Temperaturen funktionsfähig. Kurzzeitige Temperaturspitzen, wie sie beim Reflow-Löten auftreten, können von entsprechend ausgelegten FKM-Compounds problemlos verkraftet werden.
In der Praxis bedeutet das: Dichtungen können bereits vor dem Lötprozess auf der Platine montiert werden. Ein zusätzlicher Montageschritt nach dem Löten entfällt. Das reduziert nicht nur den Aufwand in der Fertigung, sondern minimiert auch potenzielle Fehlerquellen. Die Dichtung ist exakt dort positioniert, wo sie benötigt wird – ohne nachträgliches Justieren oder Beschädigungsrisiken.
Die Anforderungen gehen jedoch über die reine Temperaturbeständigkeit hinaus. Während des Reflow-Prozesses wirken auch thermische Spannungen auf die Materialien ein. Unterschiedliche Ausdehnungskoeffizienten von Leiterplatte, Bauteilen und Dichtung können zu mechanischen Belastungen führen. Ein geeigneter Werkstoff muss daher nicht nur hitzebeständig, sondern auch elastisch und rückstellfähig bleiben.
Hier zeigt sich die Stärke hochwertiger FKM-Werkstoffe: Sie kombinieren thermische Stabilität mit ausgezeichneter chemischer Beständigkeit und mechanischer Belastbarkeit. Selbst nach wiederholten Temperaturzyklen behalten sie ihre Dichtfunktion bei. Das ist entscheidend für Anwendungen, bei denen langfristige Zuverlässigkeit gefordert ist.
Ein weiterer wichtiger Aspekt ist die Prozesssicherheit. In automatisierten Fertigungsumgebungen müssen alle Komponenten reproduzierbar funktionieren. Schon kleinste Abweichungen können zu Ausschuss oder Ausfällen führen. Durch den Einsatz geeigneter FKM-Dichtungen lassen sich solche Risiken deutlich reduzieren. Die Materialien sind so ausgelegt, dass sie definierte Eigenschaften über einen breiten Temperaturbereich hinweg konstant beibehalten.
Wir setzen genau hier an: Die Auswahl des richtigen Werkstoffs erfolgt immer anwendungsspezifisch. Denn FKM ist nicht gleich FKM: Unterschiedliche Compounds bieten unterschiedliche Eigenschaften hinsichtlich Temperaturbeständigkeit, Medienresistenz und mechanischer Performance. Entscheidend ist die optimale Abstimmung auf die jeweilige Anwendung. Und: Im genannten Beispiel wäre auch ein nicht ausgasendes Silikon gut denkbar.
Es zeigt sich: Gerade bei extremen Einsatzbedingungen empfiehlt es sich, frühzeitig auf fundierte Werkstoffberatung zu setzen. Wir von KREMER unterstützen Konstrukteure und technische Einkäufer dabei, die passende Lösung zu finden – von der Materialauswahl bis zur fertigen Dichtung. Ziel ist es, Bauteile so auszulegen, dass sie den realen Belastungen im Prozess standhalten und gleichzeitig wirtschaftlich gefertigt werden können.
Sie haben eine Anwendung mit extremen Bedingungen? Sprechen Sie uns an – wir beraten Sie gerne!

Lars Jung ist Techniker für Kunststoff- und Kautschuktechnik bei der KREMER Technology GmbH. Seit 2019 begleitet er Kundenprojekte von der ersten Idee bis zur finalen Umsetzung. Er ist bekannt für seine präzise Arbeitsweise und sein Engagement bei der Entwicklung kreativer, technischer Lösungen für komplexe Anforderungen.
KREMER – der Spezialist für Elastomer- und Kunststoff-Produkte nach Zeichnung
KREMER wurde 1965 gegründet und gehört seit 1995 der REIFF-Gruppe an. Schwerpunkte von KREMER liegen in den Produktgruppen Dichtungen, O-Ringe und Formteile aus Gummi-, Kunststoff- und thermoplastischen Elastomeren. 2K-Produkte, Gummi-Metallverbindungen, Moosgummiprofile, Gummiprofile und Schlauchringe ergänzen das umfangreiche Lieferprogramm.
Pressekontakt:
Kremer Technology GmbH
Tim Oettmeier
Kinzigstr.
9
63607 Wächtersbach
Telefon: 06053 – 61610
E-Mail:
tim.oettmeier@kremer-tec.de